光学零件端面核心指标(面型精度+光洁度)解析及检测实操指南
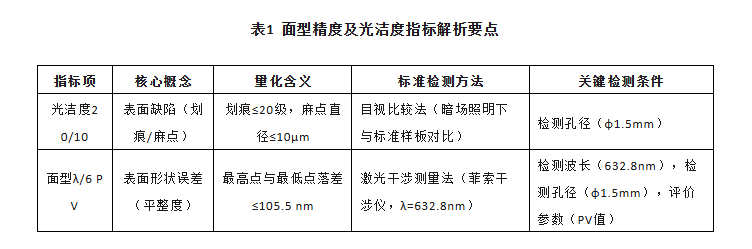
本文针对某光学零件端面核心技术要求——面型精度λ/6(PV@632.8nm,检测孔径Ф1.5mm)、光洁度20/10(检测孔径Ф1.5mm),进行全面解析,明确指标含义、检测方法及实操要点,结合行业通用标准与实操经验,兼顾专业性与实用性,为光学零件的检测、验收及质量管控提供清晰指引,助力规避检测误差,保障零件符合应用要求。
一、面型精度指标解析及检测方法
面型精度是光学零件核心质量指标之一,直接决定光线传播的波前质量,影响光学系统的成像效果、聚焦精度及稳定性,其指标参数的精准解读与规范检测,是保障零件合格性的关键环节。
1.1 技术指标精准解析
-
PV(Peak-to-Valley,峰谷值):衡量面型误差的核心参数,指在指定检测区域内,零件表面最高点与最低点之间的垂直距离,直接反映表面形状与理想平面(或球面)的偏差程度,是面型精度的核心评价依据。
-
λ/6(精度限值):面型精度的具体要求值,其中λ为检测所用光源的波长,本文明确为632.8nm(氦氖激光的红色光),是光学检测中常用的标准光源波长。经计算,λ/6对应的允许最大峰谷偏差(PV值)为632.8nm ÷ 6 ≈ 105.5nm,即零件检测区域内的PV值≤105.5nm时,判定为面型精度合格。
-
检测孔径Ф1.5mm:明确面型精度的评估范围,限定为直径1.5mm的圆形区域。该区域通常是激光光束的束腰位置或核心光斑区域,是光线传播的关键通道,对该区域的面型精度要求更为严格,可有效避免光线通过时产生波前畸变,保障光学系统的传输效率。
1.2 规范检测方法(贴合行业实操,兼顾精准度与可操作性)
(1)核心检测方法
采用激光干涉测量法,该方法是高精度光学面型检测的主流方法,具有检测精度高、数据直观、重复性好的特点,符合光学行业通用检测规范,可精准捕捉面型微小偏差。
(2)必备检测设备与工具
-
菲索型激光平面干涉仪:核心检测设备,配备准直的632.8nm氦氖激光,可稳定输出检测光源,确保检测波长与指标要求一致,是面型精度检测的核心载体。
-
高精度参考平面镜:对应被测端面为平面的场景,其精度通常达到λ/20及以上,精度高于被测零件,可作为面型比对的标准基准,保障检测数据的准确性。
-
精密调整架:用于固定并调整被测零件,使零件表面与参考平面镜大致平行,确保光线垂直入射,从而产生清晰的干涉条纹,为数据采集提供基础。
-
CCD相机与图像分析软件:CCD相机用于捕捉干涉条纹图像,图像分析软件通过相位移动技术,对条纹图像进行处理,自动计算面型偏差数据,生成直观的面型误差云图,提升检测效率与数据精准度。
(3)标准检测流程(分步实操,规避误差)
-
清洁与放置:彻底清洁被测零件端面,去除表面灰尘、油污等杂质(避免杂质影响检测结果),将零件稳定固定在精密调整架上,确保零件放置平整,随后将调整架置于干涉仪光路中,对准检测光源。
-
对准与产生条纹:缓慢调整精密调整架,使氦氖激光垂直入射到被测端面,被测端面反射的光线与参考平面镜反射的光线发生干涉,在检测屏幕上形成明暗相间、均匀清晰的干涉条纹。
-
孔径限定:通过图像分析软件或物理光阑,将检测分析区域精准设置为直径1.5mm的圆形区域,软件将自动忽略该区域外的所有数据,确保检测范围与指标要求完全一致。
-
数据采集与分析:软件启动相位移动技术,采集多幅干涉条纹图像,通过算法计算出检测区域(Ф1.5mm)内每一点相对于理想平面的高度偏差,自动生成面型误差云图,并计算出PV值、RMS值等关键参数,其中PV值为核心判定依据。
-
合格判定:读取软件生成的PV值,若PV值≤105.5nm(即λ/6 @632.8nm),则判定该零件面型精度合格;若超出该限值,则判定为不合格,需返回加工环节进行修正。
-
报告输出:检测完成后,输出规范的检测报告,明确标注面型误差云图、PV值、RMS值、检测波长(632.8nm)及检测孔径(Ф1.5mm),作为零件质量验收的重要依据,符合产品质量检验机构计量认证相关要求。
二、光洁度指标解析及检测方法
光洁度(表面质量)是光学零件的另一项核心指标,聚焦零件表面微观缺陷,直接影响光线的散射损耗、抗损伤阈值及光学系统的长期稳定性,其检测需严格遵循行业通用标准,确保缺陷评估精准无误。
2.1 技术指标精准解析
目前光学行业主流的表面缺陷评价标准包括国际标准ISO 10110-7、国家标准GB/T 1185—2006及MIL-PRF-13830B,20/10规格的光洁度要求,可通过标准样板比对实现精准判定,确保不同检测人员之间有统一的检测依据。
2.2 规范检测方法(贴合行业实操,确保缺陷评估精准)
(1)核心检测方法
采用目视比较法,该方法是光学零件光洁度检测的行业标准方法,操作便捷、成本合理,通过与标准样板比对,可快速完成划痕与麻点的等级判定,适用于批量检测与常规质量验收。
(2)必备检测设备与工具
-
标准缺陷样板:一套依据MIL-PRF-13830B校准的玻璃样板,包含不同等级的划痕与麻点,作为划痕、麻点等级比对的标准基准,确保判定结果的一致性。
-
暗场显微镜或光学比较仪:提供高强度、倾斜的暗场照明,使零件表面的划痕、麻点在暗背景上呈现为明亮的线条或亮点,大幅增强缺陷与表面的对比度,便于清晰观察微小缺陷。
-
校准光源:通常采用单色或白光光源,光源强度经过校准,确保照明效果稳定,避免因光源亮度不足或不稳定导致缺陷漏判、误判。
-
定位夹具与孔径光阑:定位夹具用于固定被测零件,确保检测区域对准;孔径光阑用于将观察范围精准限定为直径1.5mm的圆形区域,与指标要求保持一致,避免超出范围的缺陷影响判定结果。
(3)标准检测流程(分步实操,规避漏判、误判)
-
清洁与照明:彻底清洁被测零件端面,去除表面灰尘、污渍等杂质(避免杂质被误判为麻点),将零件置于暗场显微镜下,开启校准光源,调整照明角度,确保表面缺陷清晰可见。
-
孔径限定:在显微镜目镜或检测系统中,插入直径1.5mm的圆形视场光阑,精准限定观察范围,确保观察区域与光洁度检测要求的孔径完全一致。
-
比对判定(核心环节):
-
划痕判定:观察检测区域内的所有划痕,将其亮度、宽度与标准样板上的20级划痕进行逐一比对,若工件表面划痕的明显程度、宽度均不超过标准样板的20级划痕,则判定划痕合格。
-
麻点判定:观察并估测检测区域内所有麻点的尺寸,确保单个麻点的直径不超过10微米(对应10级麻点要求);同时参考标准中隐含的麻点数量与分布要求(可通过标准样板比对辅助判定),若所有麻点均符合要求,则判定麻点合格。
-
结果记录:清晰记录检测结果,标准记录格式为“端面光洁度:20/10合格(检测孔径Ф1.5mm)”,若存在不合格项,需明确标注缺陷类型(划痕或麻点)及超标情况,为后续返工、修正提供依据。
三、核心总结(实操价值导向,区分重点,规避误区)
对于激光光学零件而言,面型精度与光洁度是刻画零件加工质量的两大核心维度,二者从不同层面保障光学系统的正常运行,缺一不可,具体核心价值与实操误区如下:
-
面型精度(λ/6 PV@632.8nm,Ф1.5mm):聚焦宏观层面的“平整度”或“曲率”,核心作用是保障光线传播的波前质量,减少光的折射、散射误差,直接影响光学系统的聚焦能力、成像清晰度及像差控制。实操中需重点注意:严格限定检测孔径为Ф1.5mm,避免因检测范围偏差导致合格性误判;检测前需彻底清洁零件,防止杂质影响干涉条纹生成。
-
光洁度(20/10,Ф1.5mm):聚焦微观层面的“表面缺陷”(划痕、麻点),核心作用是降低光的散射损耗,提升零件的抗损伤阈值,延长光学系统的使用寿命。实操中需重点注意:采用暗场照明提升缺陷可见度,避免微小划痕、麻点漏判;严格与标准样板比对,确保划痕、麻点等级符合要求,尤其注意通光孔径内的缺陷管控。
-
核心关联与实操建议:面型精度与光洁度的检测孔径均为Ф1.5mm,均针对零件的核心通光区域,检测时可统筹安排流程,提升检测效率;二者的检测均需遵循行业通用标准与计量认证相关要求,确保检测数据可溯源、可验证。随着人工智能、高端医疗影像等领域的发展,光学零件的精度要求持续提升,建议在检测过程中做好全程记录,形成完整的检测档案,便于质量追溯与后续优化。
-