一、表面疵病与抗激光损伤阈值
前文示例中,我们提到了光学零件加工指标中的“表面光洁度”,以及以PV值衡量的表面面型精度指标。在国家标准体系中,“表面光洁度”已统一用表面疵病替代,因此在不同规范的图纸中,二者可视为同一参数,仅表述不同。
需要重点注意的是,表面疵病的执行标准有明确规范:最新版《光学零件表面疵病》(GB/T 1185—2006)中,以字母“B”作为其代号;而在新标准《光学制图》中,则统一采用数字代码“5”表示该指标,实际绘图时需严格遵循对应标准,避免标注错误。
随着高能激光在多个技术领域的广泛应用,抗激光损伤阈值已成为激光系统中光学零件的核心技术要求之一。该指标的核心定义的是:光学零件受到激光辐射后,表面不发生破坏时所能承受的最大能量密度或功率密度。
其数值高低并非固定,主要与四大因素相关:材料本身的结构与性能、零件表面的光滑程度、膜层的结构与性能,以及膜层与基底材料的结合紧密性。该指标的性能测试需严格遵照GB/T 16601.1-2017《激光器和激光相关设备——激光损伤阈值测试方法》执行,在图纸中标注时,以代号“6”表示。
二、光学零件的表面粗糙度详解
此前我们提及,光学零件的表面粗糙度标注方式,与普通机械加工图纸的标注规则一致,均执行国家标准GB/T 131-2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》。但行业内普遍共识是,用机械表面标准标注光学表面存在明显局限性,尤其在超光滑表面、高功率激光光学等高精度场景中,表面粗糙度是关键参数,不可简单套用机械领域的标注标准。
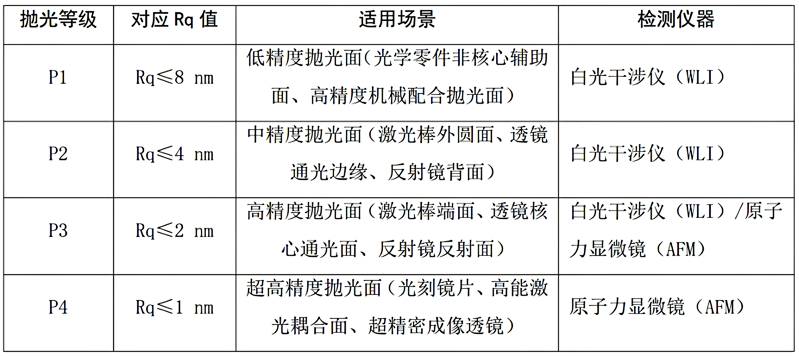
最新版《光学制图》(GB/T 13323-2009)中,对光学零件表面粗糙度的标注进行了明确细化,将光学表面分为粗糙表面和抛光表面两大类。二者无明确的数值划分阈值,核心以加工工艺和光学功能作为首要判定标准,具体特点如下:
抛光表面:① 加工工艺:采用光学专用的精磨+抛光工艺,精度要求远高于普通机械加工;② 粗糙度量级:达到纳米级,常规要求Rq≤8nm;③ 光学功能:承担通光、反射、折射、耦合等核心光学作用,是光学零件的关键工作面;④ 典型工作面:激光棒端面、透镜通光面、反射镜反射面等;⑤ 检测方法:采用白光干涉仪或原子力显微镜(均为纳米级检测设备),取样长度控制在0.025~0.25mm之间。
粗糙表面:① 加工工艺:采用车削、磨削、喷砂等通用机械加工方式,无需光学专用加工;② 粗糙度量级:处于微米级,常规要求Ra/Rq≥0.1um;③ 光学功能:无任何光学作用,仅用于机械装配、定位或防护;④ 典型工作面:光学零件粗加工安装面、非配合毛坯面、重型光学元件支撑面等;⑤ 检测方法:采用表面轮廓仪或粗糙度仪(微米级检测设备),取样长度控制在0.8~8mm之间。
标注规范需重点注意:粗糙表面结构需用字母G表示轮廓面,其微观轮廓要求以轮廓均方根偏差Rq作为度量标准,而非机械领域常用的算术平均粗糙度Ra,默认单位为um,无需额外标注。若未加前缀G,直接用Rq后跟数字,则默认为抛光表面,单位为nm。为避免标注歧义,粗糙表面必须强制添加前缀G,这是光学图纸标注中的常见易错点。
抛光表面结构用字母P表示轮廓面,共有4种规范标注方式,适配不同使用场景:① 无轮廓缺陷要求的抛光表面,直接用“P”表示即可;② 带有轮廓微观缺陷要求的抛光表面,在字母P的右侧标注数字,代表可允许的轮廓微观缺陷密度等级(分为P1~P4四个等级);③ 直接标注轮廓均方根偏差Rq,明确抛光精度;④ 采用功率频谱密度函数(PSD)的定量标注方式,该方式在高技术强激光应用场景中,对确定超光滑表面特性具有重要作用,是高精度光学零件的常用标注方式。
补充说明:光学领域以Rq作为表面粗糙度的核心判定参数,而机械领域常用Ra,二者无国际强制换算关系。在激光、光学行业的纳米级抛光表面中,存在一个统计换算参考关系,即Ra≈0.85Rq,可作为实际工作中的参考,但不可作为强制换算标准。
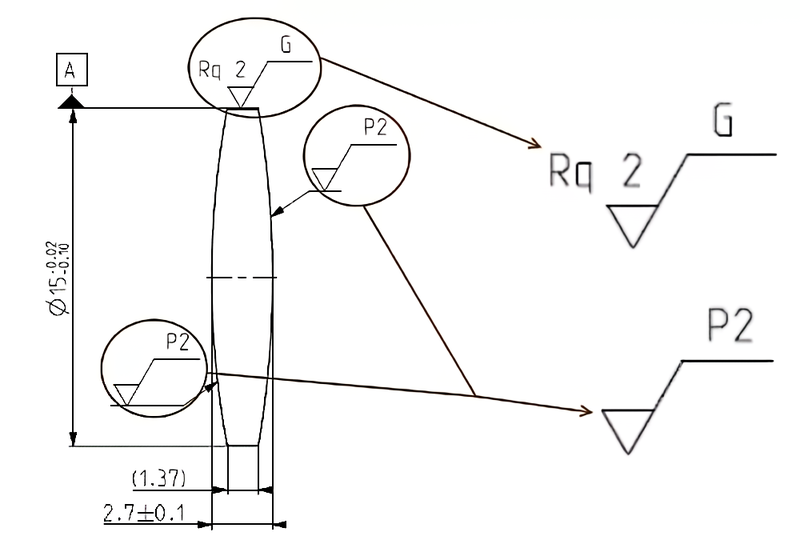
结合实际标注示例解析:某光学零件图纸中,前后表面标注为“G Rq 2”,其核心含义是该表面为粗糙表面,均方根粗糙度Rq≤2um,属于纯机械加工面,无光学功能;侧面标注为“P2”,表示该表面为光学抛光面,对应粗糙度Rq≤4nm,是高精度抛光光学表面的典型标注,广泛应用于激光棒端面、反射镜、透镜等激光光学元件的标注中。
三、光学零件图的核心标注内容
光学零件图的标注需全面覆盖形状结构、材料质量、加工要求等核心信息,确保加工、检测、装配环节有明确依据,不同类型光学零件的标注重点略有差异,具体如下:
1. 形状与结构尺寸标注
透镜类零件:需明确标注表面曲率半径R及曲率中心位置,这直接影响透镜的光学成像效果;透镜中心厚度d和边缘厚度t,是保证透镜光学性能和结构稳定性的关键;透镜外圆直径D和有效孔径D0,需与装配场景精准匹配;此外,倒角的位置、角度和宽度也需明确标注,避免装配干涉。
棱镜类零件:核心标注各面间的夹角,确保棱镜的折射、反射路径符合设计要求;同时标注棱镜的厚度和高度,以及倒角、成型截面的位置、角度和宽度,保障装配精度和结构完整性。
2. 材料质量与加工要求标注
光学设计中,对光学材料的质量指标要求和光学零件的加工要求,需统一填写在光学零件图左上角的专用表格中,便于查阅和执行。
材料质量指标要求包括:折射率与标准值的允差、同一批玻璃中折射率的一致性;色散系数与标准值的允差、同一批玻璃中色散系数的一致性;此外,还需明确光学均匀性、应力双折射、光吸收系数、条纹度和气泡度等关键指标,这些指标直接决定光学零件的光学性能。
透镜类光学零件的加工要求主要包括:光圈数N、局部光圈数△N、中心偏差C、样板精度△R、表面疵病等级B,以及光学零件气泡度q等,需根据零件的使用场景,明确各指标的允许范围。
3. 其他技术要求标注
除上述内容外,光学零件的表面处理(如镀膜、防反射处理等)或其他特殊技术要求,必须在光学零件图上明确标注或详细说明,避免加工过程中出现遗漏,确保零件符合设计使用要求。